



RF Power Amplifier Supplier Stability is a hidden acceptance risk because a module can keep the same model number while key material sources, supplier lots, or substitute parts quietly change the output, current, heat, protection behavior, and retest result. A unit may keep the same housing, frequency range, label, and rated power, yet still behave differently if the supply chain behind that unit no longer matches the approved sample.
This is the real customer choice behind the topic: should you approve a batch only because the model number matches the first sample, or should you confirm whether the key suppliers, Locked BOM, Golden Sample condition, incoming inspection, burn-in evidence, and S/N traceability still match the accepted baseline? The conflict is simple: the model name describes the product family, but supplier stability decides whether later batches can repeat the accepted RF behavior.
For RF Power Amplifier modules for C-UAS integration, supplier stability should be treated as part of technical acceptance, not only purchasing control. In low-altitude security and C-UAS system integration, batch consistency matters because RF modules must remain stable across sample approval, production delivery, customer retesting, maintenance, and repeat orders.
1. What Supplier Stability Proves in RF Power Amplifiers
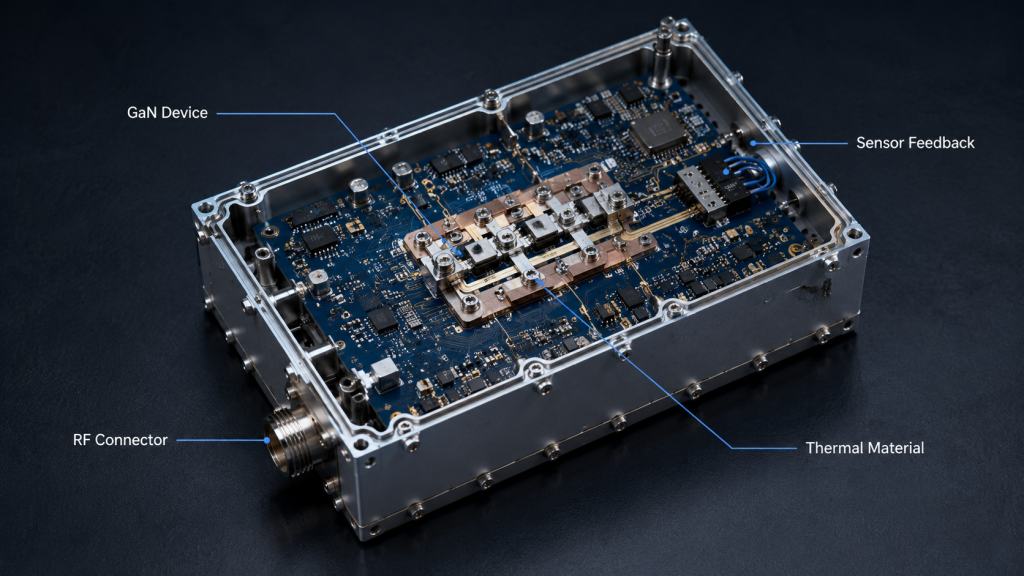
The same model can behave differently when RF Power Amplifier Supplier Stability is weak and key suppliers, component batches, thermal materials, connectors, or detection parts change without controlled verification. The model number may remain unchanged, but the real production state behind that model may not be identical to the first approved sample.
Here’s the engineering point: same model is not the same as same supply chain state. If a later batch uses a different GaN device lot, matching component source, PCB material, RF connector, thermal interface material, or sensing component, the module may still pass a basic power check while showing different full-band behavior, current, heat, or protection response.

What Can Change Behind the Same Model?
A model name hides many material-level decisions. Buyers should not assume those decisions stayed fixed unless the supplier can prove it.
Common hidden changes include:
- Power device lot
- Matching network parts
- RF connector source
- Thermal material supplier
- PCB material supplier
- Harness terminal source
- Sensing component batch
- CNC or shielding supplier
Why Does This Affect Acceptance?
System acceptance often compares later units against the first approved sample. If the supply chain state changed, the comparison may become unfair or unclear.
Key Takeaway: The same model number is not enough for acceptance; buyers need proof that key supplier and material conditions still match the approved baseline.
| Wrong Assumption | Better Check | Why It Matters |
|---|---|---|
| Same model means same behavior | Check key supplier state | Finds hidden batch changes |
| Same BOM means same source | Review approved suppliers | Protects material consistency |
| Final power test is enough | Compare full acceptance data | Finds output and thermal drift |
| Later batches will match samples | Verify Golden Sample baseline | Reduces retest disputes |
This table helps procurement and engineering teams move from model-name approval to supply-chain-state approval.
2. When Are Supplier Changes Low Risk?
Supplier changes are low risk for RF Power Amplifier Supplier Stability only when the changed item does not affect the RF path, thermal path, supply path, control feedback, shielding, assembly fit, test condition, or customer acceptance result. Not every supplier change needs full requalification. A label supplier change does not carry the same risk as a GaN device, RF connector, PCB material, or thermal pad change.
The better check is simple: classify the material by function, not by purchase price. A low-cost sensing part or connector can create more acceptance risk than a larger mechanical item if it affects protection feedback, voltage sensing, or signal integrity.

Which Changes May Be Lower Risk?
Low-risk changes usually sit outside RF performance, heat transfer, control feedback, and acceptance testing.
Examples may include:
- Outer packaging supplier
- Non-functional labels
- Non-critical packing material
- Basic accessories outside the RF path
- Cosmetic items that do not affect fit
- Previously approved equivalent sources
What Still Needs to Be Recorded?
Low-risk does not mean unrecorded. Even simple supplier changes should be logged so future troubleshooting does not become confusing.
Key Takeaway: Supplier changes can be managed by risk level, but critical RF, thermal, supply, control, and acceptance-related materials need controlled verification.
| Change Type | Risk Level | Recommended Action |
|---|---|---|
| Packaging supplier | Low | Record change |
| Label material | Low | Confirm no fit impact |
| RF connector source | High | Validate insertion loss and VSWR |
| Thermal material source | High | Retest temperature behavior |
This table helps teams avoid overreacting to harmless changes while still controlling materials that can change module behavior.
3. How to Check RF Power Amplifier Supplier Stability
Supplier stability becomes an acceptance requirement when RF Power Amplifier Supplier Stability can affect Golden Sample matching, test report repeatability, batch consistency, or after-sales retesting. This usually happens when the module moves beyond one sample into formal production, system integration, repeat orders, or customer acceptance.
This is where system integrators should pay attention: supplier stability is not only about delivery time. If the customer has already approved a sample, later batches should remain traceable to the same accepted material and supplier state, or the supplier change should be verified before shipment.

Which Projects Need Stronger Control?
Supplier stability matters more when the project requires repeatability, long-term delivery, or system-level acceptance.
High-risk conditions include:
- Batch delivery
- Formal Golden Sample approval
- Locked BOM requirement
- S/N-based test reports
- Multi-module C-UAS cabinets
- High-power or wideband modules
- Repeat orders after first acceptance
- After-sales retesting by the customer
Why Is This More Than Procurement?
Procurement may see supplier change as an availability or price issue. RF engineering sees it as a performance, protection, and repeatability issue.
Key Takeaway: Supplier stability becomes a system acceptance requirement when material source changes can affect whether later modules still match the approved sample.
| Acceptance Condition | Supplier Stability Need | Risk If Ignored |
|---|---|---|
| One-off lab sample | Medium | Limited retest risk |
| Repeat order | High | Batch mismatch |
| Multi-module cabinet | High | Unit-to-unit variation |
| Formal customer acceptance | Very high | Report dispute |
This table helps buyers decide when supplier control must become part of the acceptance checklist.
4. How RF Power Amplifier Supplier Changes Affect Output
Key material changes affect RF Power Amplifier Supplier Stability because RF devices, matching parts, connectors, thermal materials, harness terminals, PCB materials, and sensing components all shape real module behavior. A substitute part may look equivalent on a datasheet, but it can still change gain, efficiency, loss, heat, current, or protection feedback inside the finished amplifier.
The practical risk is clear: supplier changes may not fail a short test, but they can appear during full-band operation, hot-state testing, high-duty operation, or customer retesting. This is why full-band evidence such as RF Power Amplifier gain flatness should be reviewed when supplier changes affect RF path components.
Which Materials Are Most Sensitive?
The most sensitive materials are those that shape RF output, heat flow, power stability, or protection detection.
High-risk materials include:
- GaN or LDMOS power devices
- High-frequency capacitors and inductors
- Matching network components
- PCB laminate and copper structure
- RF connectors
- Thermal grease or pads
- Harness terminals
- VSWR, temperature, and voltage sensing parts
What Can Change in the Module?
A changed material can move the amplifier away from the accepted baseline, even when the product label remains unchanged.
Key Takeaway: Key supplier changes matter because they can change RF output, gain flatness, heat, current, protection thresholds, and control feedback in ways a model number cannot show.
| Material Change | Possible Module Effect | Acceptance Risk |
|---|---|---|
| Power device lot | Gain or efficiency drift | Output mismatch |
| Matching part source | Band ripple | Full-band retest failure |
| Thermal material source | Temperature rise | Thermal alarm difference |
| Sensor component batch | Protection trigger shift | Fault feedback dispute |
This table helps engineering teams link supplier changes to the module behavior customers actually test.
5. What Supplier Changes Mean for RF Amplifier Acceptance
System acceptance reveals RF Power Amplifier Supplier Stability problems because batch-to-batch material changes may appear as output drift, thermal variation, protection differences, current changes, or retest mismatch after integration. A supplier issue often stays hidden until the customer compares production units against the first accepted sample.
Here’s the field reality: acceptance problems rarely announce themselves as “supplier instability.” They appear as questions such as “Why does this batch run hotter?” “Why does this module trigger protection earlier?” or “Why does the customer’s retest not match the report?”

Which Acceptance Scenarios Expose the Risk?
Supplier instability becomes visible when the system depends on repeatable behavior across units or orders.
Typical scenarios include:
- First sample passes, second batch drifts
- Multi-module cabinet shows unit-to-unit variation
- Customer retest does not match factory report
- Some units show different alarm behavior
- Repeat order does not match first delivery
- Hot-state testing shows new thermal pattern
Why Do Field Cases Raise the Cost?
In an airport counter-UAS RF deployment, a batch mismatch can delay integration because the team may need to review module data, RF path behavior, thermal conditions, and supplier state before acceptance can continue. When the customer retests only a few units from the second batch, even a small supplier-driven shift can become a project-level dispute if the supplier cannot connect each S/N to the material lot and test condition.
Key Takeaway: System acceptance exposes supplier instability because real integration compares repeatability, not only isolated factory pass results.
| Acceptance Symptom | Possible Supplier Link | Better Starting Point |
|---|---|---|
| Output drift | RF component batch | Compare S/N and supplier lot |
| Higher temperature | Thermal material source | Check Golden Sample match |
| Earlier alarm | Sensing component change | Review protection data |
| Retest mismatch | Supplier or test condition change | Rebuild evidence chain |
This table helps teams treat acceptance variation as an evidence problem, not a blame game.
6. How Does Supplier Instability Create Engineering Pressure?
Supplier instability creates engineering pressure because RF Power Amplifier Supplier Stability problems can turn a purchasing substitution into engineering review, test update, production delay, delivery risk, and after-sales investigation. A supplier shortage or price-driven alternative may start in procurement, but it often ends on the RF engineer’s bench or in the customer acceptance meeting.
This is where the production team feels the pressure: engineers may need to repeat incoming inspection, update test conditions, review thermal behavior, compare output curves, investigate protection logs, and explain differences to the customer. Product series pages such as 300–1200 MHz RF Power Amplifier modules show why batch delivery, burn-in, production documentation, and manufacturing consistency belong inside the same production system.

Where Does the Pressure Appear?
Supplier instability spreads across departments because the final module result depends on many connected checkpoints.
Common pressure points include:
- Procurement must handle shortages or substitutions
- Engineering must judge whether substitution is acceptable
- Production may need to pause or split batches
- Test teams may need to update comparison data
- Quality teams must review burn-in differences
- After-sales teams need S/N and material traceability
- System integrators may face acceptance delays
Why Is Delivery Affected?
Delivery is affected not only by missing parts, but also by the engineering work required to prove that a substitute supplier does not change accepted behavior.
Key Takeaway: Supplier instability turns procurement risk into engineering, testing, delivery, and acceptance risk.
| Pressure Area | What Supplier Instability Changes | Result |
|---|---|---|
| Procurement | Source availability or substitution | Schedule pressure |
| Engineering | Output, current, heat, protection review | Extra validation |
| Testing | Report and comparison baseline | Retest workload |
| After-sales | Root-cause tracing | Slower fault isolation |
This table helps managers see why supply chain control is also RF engineering control.
7. Why Must Locked BOM and Approved Suppliers Work Together?
Locked BOM and approved suppliers must work together because RF Power Amplifier Supplier Stability depends on both the specified component and the verified source that supplies it. A BOM tells you what component is allowed. An approved supplier list tells you whose component has been validated for that role.
Here’s the practical risk: if the BOM is locked but the source is not controlled, two batches can share the same part description while coming from different process windows, plating quality, thermal behavior, or RF consistency. Product families such as 300–1700 MHz RF Power Amplifier modules show why wideband module delivery depends on repeatable material and production control, not only frequency and power specifications.

What Does Each Control Do?
BOM and supplier approval answer different questions. Both are needed for production consistency.
They should define:
- Component model and specification
- Approved supplier or source
- Accepted material lot rules
- Substitution approval process
- Golden Sample baseline
- Retest trigger after change
Can a Second Supplier Be Used?
Yes. A second supplier can be useful for supply security, but it should be validated before shortage pressure forces a rushed change.
Key Takeaway: Locked BOM controls the component; approved suppliers control the source; Golden Sample comparison proves the accepted combination.
| Control Layer | Controls | Acceptance Risk If Missing |
|---|---|---|
| Locked BOM | What component is allowed | Same design uses drifting material |
| Approved Supplier List | Whose component is allowed | Same spec comes from unstable sources |
| Golden Sample | Which combination was accepted | Later batches lose comparison baseline |
| Change Approval | When retesting is required | Substitutions enter shipment silently |
This table helps buyers ask whether “same BOM” also means “same approved supply state.”
8. How to Trace RF Power Amplifier Supplier Changes
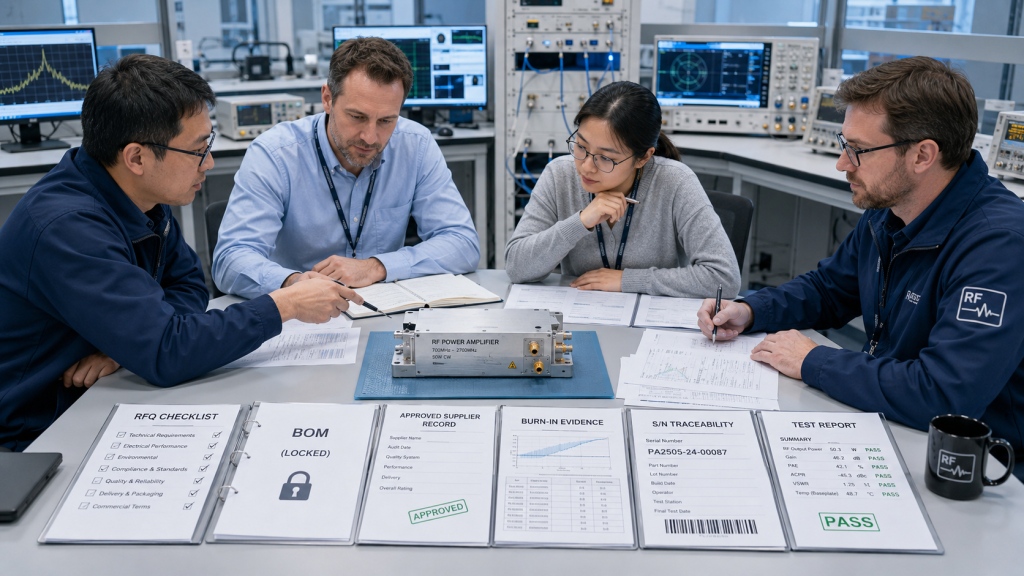
Golden Sample comparison, batch burn-in, and S/N traceability control RF Power Amplifier Supplier Stability risk by proving whether new supplier batches still match accepted module behavior. Supplier change is not always wrong, but it must rebuild evidence before formal delivery.
The better check is simple: if a key supplier changes, compare output, current, temperature, protection feedback, control status, and full-band behavior against the accepted sample. Wideband validation pages such as C-UAS wideband RF Power Amplifier verification show why full-band testing, burn-in, and serial-number-based records matter when a module must support real integration.

What Should Be Compared?
The comparison should focus on module behavior that customers will later test or depend on.
Useful comparison items include:
- Output power curve
- Current behavior
- Temperature rise
- Gain flatness
- Protection trigger behavior
- Control feedback stability
- Burn-in behavior
- S/N-linked test records
Why Does S/N Matter?
S/N traceability lets engineers connect a field symptom to the specific material lot, supplier state, burn-in record, and shipment batch. Without it, supplier changes become harder to investigate.
Key Takeaway: Supplier changes should be accepted only after Golden Sample comparison, burn-in evidence, and S/N traceability rebuild the proof chain.
| Evidence Item | Supplier Change Question | Acceptance Value |
|---|---|---|
| Golden Sample comparison | Does the new source match the approved baseline? | Protects customer-approved behavior |
| Incoming inspection | Did key parameters change before assembly? | Stops weak material before production |
| Batch burn-in | Does the new lot drift after heat and load? | Finds early-life supplier risk |
| S/N traceability | Which units used the changed supplier batch? | Supports after-sales root cause |
| Test report update | Does the report reflect current material state? | Prevents report credibility disputes |
This table helps suppliers and buyers turn supplier changes into controlled verification instead of hidden risk.
9. What RF Power Amplifier Supplier Stability Means for RFQ
Buyers should ask how RF Power Amplifier Supplier Stability is approved, locked, changed, verified, traced by S/N, and reflected in test reports before quotation. Price, wattage, and lead time are not enough for technical procurement if the project depends on repeatable RF behavior across batches.
This is where procurement and engineering need the same checklist. A buyer does not need every supplier’s commercial details, but should know whether critical materials are controlled, whether substitutes are verified, and whether later batches can be traced. If the test path also changes during acceptance, RF Power Amplifier adapter errors should be separated from supplier-driven variation.
Which Questions Matter Most?
A useful RFQ should turn “stable supplier” into specific evidence.
Ask the supplier:
- Is there a Locked BOM?
- Which items are critical materials?
- Are key suppliers approved?
- Can second sources be used?
- What triggers retesting?
- Are supplier changes recorded by S/N?
- Does burn-in apply after key changes?
- Do test reports reflect current supply state?
What Are Warning Signs?
Vague answers are risky. “Equivalent material” or “same specification” is not enough for RF acceptance without verification.
Key Takeaway: RFQ review should confirm how supplier changes are approved, tested, traced, and connected to acceptance evidence before the order is placed.
| RFQ Question | Strong Answer Should Include | Warning Sign |
|---|---|---|
| Are suppliers locked? | Approved source control | “Same spec is enough” |
| How are changes verified? | Test and burn-in trigger | No retest rule |
| How are lots traced? | S/N and material record | Batch not recorded |
| How are reports updated? | Current supply state | Old report reused |
This table gives procurement teams a practical way to test whether supplier stability is real or only claimed.
10. How Do You Decide If Supplier Stability Is Strong Enough?
You can decide whether RF Power Amplifier Supplier Stability is strong enough for system acceptance only when key suppliers are approved, Locked BOM is enforced, Golden Sample behavior is preserved, substitutions are verified, and each S/N can be traced to material batches and test evidence. Supplier stability should be proven before final batch approval, not after acceptance problems appear.
For engineering review, the final question is direct: can the next batch reproduce the accepted sample under the same RF, thermal, supply, protection, and test evidence conditions? If the answer depends on unverified substitution or unclear supplier records, the acceptance risk is still open.

What Should the Final Gate Confirm?
The final decision should connect supply chain control with module-level evidence.
A practical final gate includes:
- Critical material list
- Approved supplier list
- Locked BOM status
- Golden Sample match
- Substitute supplier validation
- Incoming inspection trigger
- Batch burn-in result
- S/N material traceability
- Current test report evidence
- Repeat order control
Where Does Source-Factory Support Help?
As a source factory for RF Power Amplifier modules and C-UAS core components, RF SKYPOWER can support production consistency by connecting supplier stability, Locked BOM control, Golden Sample comparison, incoming inspection, burn-in, S/N traceability, and repeatable shipment evidence.
Key Takeaway: Supplier stability is strong enough only when the supply chain, test evidence, and acceptance baseline describe the same production state.
| Final Review Area | Strong Condition | Warning Sign |
|---|---|---|
| Supplier source | Approved and recorded | Unknown second source |
| BOM status | Locked and enforced | Informal substitution |
| Evidence chain | S/N linked to records | Generic batch claim |
| Acceptance baseline | Golden Sample preserved | Sample and batch differ |
This table gives buyers a final gate before accepting batch delivery or repeat orders.
FAQ
Can the same RF Power Amplifier model vary by supplier batch?
Yes. The same model can vary if key suppliers, component batches, thermal materials, connectors, or sensing components change without controlled verification.
What should I check before accepting a repeat order?
Check whether the repeat order uses the same Locked BOM, approved suppliers, Golden Sample baseline, burn-in method, S/N traceability, and current test report evidence.
Does a second supplier always create RF Power Amplifier risk?
No. A second supplier can reduce delivery risk, but it must be validated through incoming inspection, Golden Sample comparison, testing, burn-in, and traceability before formal shipment.
How do I know if supplier instability caused a retest mismatch?
Compare the module S/N, supplier lot, BOM state, test setup, Golden Sample data, and burn-in record. If supplier state changed, it should be reviewed before blaming the design or customer setup.
Should buyers know every supplier name?
Not always. Buyers may not need full commercial supplier disclosure, but they should know whether critical suppliers are approved, changes are controlled, and material batches are traceable.
Conclusion
Supplier stability affects RF Power Amplifier acceptance because key material changes can appear as output drift, current variation, thermal differences, protection behavior changes, or retest mismatch. A supplier change may look like a purchasing decision, but in high-power RF modules it can become an engineering, testing, and system acceptance risk.
For system integrators, RF engineers, and procurement reviewers, the practical lesson is clear: do not review only model number, price, and delivery time. Review whether key suppliers are approved, whether Locked BOM is enforced, whether Golden Sample behavior is preserved, whether supplier changes trigger incoming inspection and burn-in, and whether every S/N can be traced to material batches and test evidence.
RF SKYPOWER supports production consistency by connecting supplier stability, Locked BOM, Golden Sample comparison, incoming inspection, batch burn-in, S/N traceability, repeatable test reports, and system acceptance support into one controlled delivery process. If your project needs stable batch acceptance, repeat orders, and traceable key material control, you can contact us today to review your RF module production consistency requirements before final approval.
Reliable C-UAS RF acceptance starts before shipment, when every key supplier, material batch, test record, and S/N still points back to the same approved production baseline.