


Small process changes can affect RF Power Amplifier performance because RF modules are sensitive to thermal contact, shielding pressure, grounding continuity, harness routing, connector stress, assembly torque, and test consistency. An RF Power Amplifier Process Change may look minor on paper, but it can change the physical conditions that decide hot-state output, protection behavior, control feedback, VSWR response, and batch repeatability.
The central conflict is clear: a BOM review confirms what components are used, but process-change review confirms whether those same components are assembled, cooled, shielded, grounded, routed, and tested in the same way. For system integrators, RF engineers, and procurement reviewers, this matters because a module can keep the same schematic and model number while still behaving differently after a thermal, shielding, harness, fixture, or assembly change.
This article explains when a process change is low risk, when it becomes an RF performance risk, how buyers should review process-control evidence before quotation, and how process changes should connect with Locked BOM, Golden Sample comparison, batch burn-in, S/N traceability, and repeatable test reports before shipment.
1. Why Are Small Process Changes Not Always Small in RF Systems?
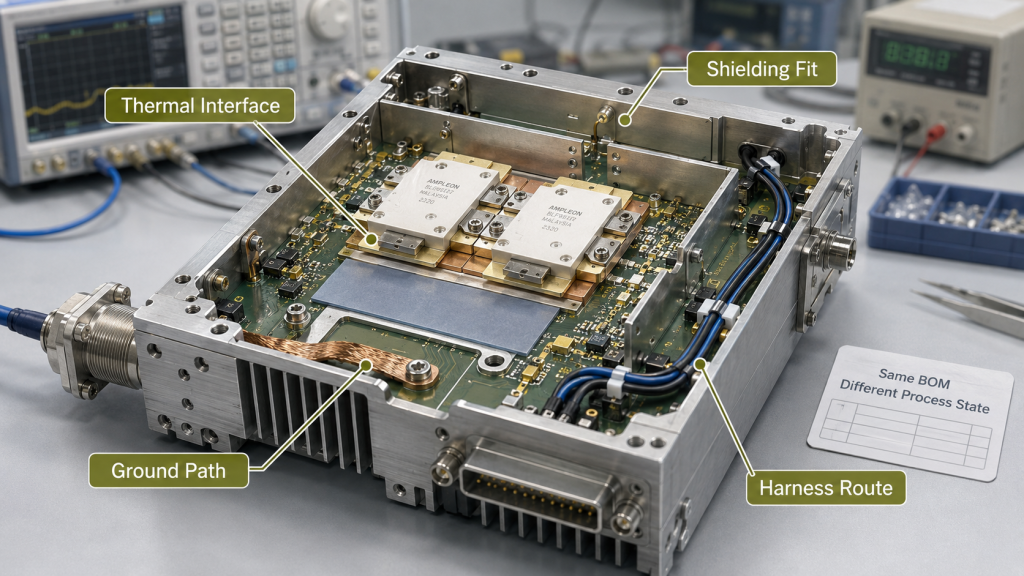
Small process changes are not always small because an RF Power Amplifier Process Change can alter thermal contact, shielding pressure, grounding continuity, harness routing, or assembly stress even when the schematic and BOM stay the same. In RF systems, manufacturing details can become measurable electrical behavior.
Here’s the engineering point: a high-power RF module is not only a circuit board. It is a combined RF, thermal, mechanical, and control-feedback structure, so the way it is assembled can affect how it performs under load.
What Makes RF Modules Sensitive to Process Details?
An RF Power Amplifier module works under high power, heat, current, and status monitoring. Small process differences can change the module’s operating environment.
Common process-sensitive areas include:
- Thermal interface thickness
- Heatsink contact pressure
- Shielding cavity compression
- Grounding contact continuity
- Harness route and fixation
- Connector stress
- Cleaning residue
- Test fixture repeatability
Why Is BOM Stability Not Enough?
A Locked BOM controls components, but it does not fully control how those components are assembled, contacted, cooled, shielded, or tested. For RF Power Amplifier modules for C-UAS integration, both material consistency and process consistency are needed before batch shipment.
Key Takeaway: Process details matter because the same parts can perform differently when thermal, RF, grounding, and mechanical conditions change.
| Wrong Assumption | Better Check | Process Risk |
|---|---|---|
| Same BOM means same performance | Check process state and test data | Hidden batch drift |
| Same schematic means same RF result | Review thermal and shielding paths | Hot-state variation |
| Small assembly change is harmless | Check affected physical path | Unclear performance shift |
| Short test is enough | Compare hot-state behavior | Missed field instability |
This table helps buyers move from component-only review to production-state review.
2. How to Classify RF Power Amplifier Process Change Risk
A process change does not always need full retesting when the RF Power Amplifier Process Change does not affect RF path, thermal path, grounding, shielding, harness routing, control feedback, test fixture behavior, or customer installation. Full retesting should be based on impact, not fear.
The practical risk is clear: if every small administrative update triggers full verification, delivery becomes inefficient; if no change is screened, real performance risks may pass unnoticed. The better approach is change classification.

Which Changes May Be Low Risk?
Low-risk changes are usually unrelated to the module’s electrical, thermal, mechanical, or test behavior. They may still need records, but they may not need full RF retesting.
Examples may include:
- Packaging label format changes
- Internal document template updates
- Non-functional outer packaging changes
- Non-contact auxiliary tooling updates
- Cosmetic handling instructions
- Record format changes without process change
What Should Still Be Checked?
Even a low-risk change should pass a basic screening question: does it touch any path that affects RF, heat, grounding, control, or testing?
Check whether the change affects:
- RF path
- Thermal path
- Grounding path
- Shielding contact
- Harness position
- Connector stress
- Assembly pressure
- Test setup
Key Takeaway: A change may not need full retesting, but it still needs a documented reason for why full retesting is not required.
| Change Type | Likely Retest Level | Buyer Check |
|---|---|---|
| Label format only | Record only | Confirm no product impact |
| Packaging material | Record or transport review | Check vibration or ESD risk |
| Fixture contact change | Local or full retest | Check data comparability |
| Thermal assembly change | Full or focused retest | Check hot-state behavior |
This table helps engineering and procurement teams avoid both over-testing and under-testing.
3. When Does a Process Change Become a Performance Risk?
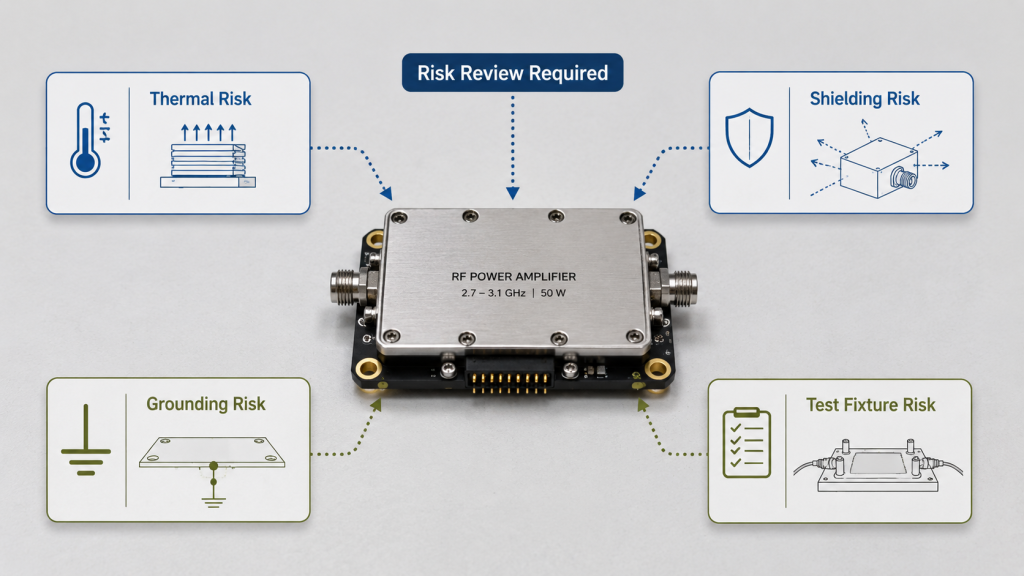
A process change becomes a performance risk when an RF Power Amplifier Process Change can alter heat transfer, shielding contact, grounding path, harness position, connector stress, or test condition. If the change modifies the physical environment where the module operates, it can modify measured performance.
This is where system integrators should pay attention: the change may not look like an RF design change, but it can still affect RF output, gain stability, alarm behavior, or repeatability after shipment.
Which Changes Should Trigger Risk Review?
A process change should be reviewed as a performance risk when it touches a path that affects power, temperature, RF behavior, or status feedback.
High-attention changes include:
- Thermal grease method
- Thermal pad thickness or compression
- Heatsink contact pressure
- Screw torque
- Shielding cavity fit
- Ground spring contact
- Harness length or route
- Connector fixation
- Cleaning process
- CNC housing contact face
- Test cable, load, or fixture
What Is the Fastest Risk Question?
Ask whether the change affects how the module conducts heat, contains RF energy, maintains ground contact, routes signals, resists vibration, or produces repeatable test data.
Key Takeaway: A process change becomes risky when it can affect the module’s operating path, not only when it changes a component.
| Affected Path | Possible Symptom | Better Review |
|---|---|---|
| Thermal path | Earlier temperature protection | Hot-state test |
| Shielding path | Coupling or noise shift | Multi-module review |
| Grounding path | Alarm instability | Contact resistance check |
| Harness path | Feedback dropout | Control response test |
This table helps buyers classify process changes by engineering impact rather than by how small they look.
4. What RF Power Amplifier Thermal Process Changes Affect
Thermal process changes affect output and protection because an RF Power Amplifier Process Change in contact pressure, interface thickness, heatsink fit, or torque can change hot-state performance. The module may pass a cold short test but behave differently after heat accumulates.
The selection risk appears here: thermal process variation often becomes visible only under sustained load, high duty cycle, compact cabinets, or warm field conditions. That is why thermal changes should be reviewed with output, current, temperature, and protection behavior together.

Which Thermal Details Can Shift Performance?
RF output devices generate heat that must move through the package, PCB, thermal interface, housing, heatsink, and system enclosure. Any weak link can increase temperature rise.
Thermal process risks include:
- Grease applied too thick or too thin
- Uneven thermal interface coverage
- Thermal pad compression variation
- Heatsink surface contamination
- Screw torque inconsistency
- Copper heatsink contact variation
- Housing flatness difference
What Should Be Retested After Thermal Changes?
Any change in thermal path should be tested against hot-state behavior, not only startup output. This is why thermal-process review should align with high-power C-UAS module thermal strategy.
Retest focus may include:
- Output before and after heat soak
- Current trend
- Temperature peak
- Temperature stabilization time
- Temperature protection timing
- Long-duty stability
Key Takeaway: Thermal process changes should be judged by hot-state behavior because cold tests may hide thermal-contact variation.
| Thermal Change | Possible Impact | Better Test |
|---|---|---|
| Grease thickness | Higher thermal resistance | Hot-state output trend |
| Pad compression | Uneven temperature rise | Temperature map or trend |
| Torque change | Contact pressure shift | Protection timing check |
| Heatsink fit | Lower thermal margin | Full-load aging review |
This table helps buyers connect small thermal assembly details to measurable shipment risks.
5. What RF Power Amplifier Shielding Process Changes Reveal
Shielding and grounding changes reveal field risks because an RF Power Amplifier Process Change can weaken contact stability under vibration, thermal cycling, or multi-module operation. A short single-module bench test may not show the problem, but a real C-UAS system can.
Here’s the field reality: shielding and grounding changes often show up as intermittent symptoms, not as clean failures. In an airport counter-UAS RF deployment, these symptoms can be harder to diagnose after modules are installed across multiple positions.

Why Can Real Deployments Expose Hidden Contact Problems?
A module may look stable during a controlled bench test, but system conditions add stress. Vibration, heat cycling, cable routing, and cabinet density can all expose weak contact points.
Deployment-sensitive risks include:
- Shielding cavity pressure variation
- Ground spring instability
- Housing contact inconsistency
- Screw pressure differences
- Cabinet grounding differences
- Multi-module coupling
- Alarm feedback fluctuation
What Symptoms May Appear?
Shielding and grounding changes may not cause obvious output failure. They may appear as inconsistent status behavior or harder-to-repeat RF issues.
Possible symptoms include:
- Occasional alarm changes
- Noise increase
- Band-specific instability
- Control status drift
- Unclear VSWR feedback
- Different behavior after vibration
Key Takeaway: Shielding and grounding process changes are most dangerous when they create intermittent symptoms that appear only after system integration.
| Field Condition | Process Weakness Exposed | Likely Symptom |
|---|---|---|
| Vehicle vibration | Ground contact instability | Alarm fluctuation |
| Multi-module cabinet | Shielding inconsistency | Coupling or noise |
| Thermal cycling | Contact pressure drift | Status variation |
| Remote site operation | Hard-to-reproduce faults | Slow maintenance |
This table helps system teams look beyond output power when diagnosing field inconsistency.
6. How Do Harness and Connector Changes Create Control Risks?
Harness and connector changes create control risks because an RF Power Amplifier Process Change can alter cable stress, routing, fixation, voltage drop, control feedback stability, and service consistency. In many cases, the first symptom is not RF output loss but unstable enable, alarm, temperature, VSWR, or voltage feedback.
This is where control integration matters: harnesses may carry low-frequency control signals, but their routing and stress can affect how reliably the module reports status during heat, vibration, and maintenance.

Which Harness Changes Need Review?
Harness changes are not only about wire length. The path, fixation, bend radius, and nearby heat or current sources also matter.
Review changes such as:
- Harness length change
- Route near RF or high-current areas
- Tie position change
- Bend radius change
- Connector direction change
- Crimping or soldering method
- Plug fixation method
- Service-loop removal
How Can Connector Stress Become a Reliability Issue?
If a harness pulls on a connector, vibration or repeated service can transfer stress into the solder joint, terminal, or interface. This is why harness process review should be connected to RF Power Amplifier control interface reliability.
Key Takeaway: Harness and connector process changes should be reviewed as control reliability risks, not only as mechanical layout changes.
| Harness Change | Possible Risk | Better Check |
|---|---|---|
| Longer cable | Voltage drop or routing shift | Full-load voltage check |
| New tie position | Heat or stress concentration | Thermal and vibration review |
| Connector angle change | Cable bend stress | Serviceability check |
| Crimp method change | Intermittent feedback | Control continuity test |
This table helps buyers ask whether control reliability was verified after a harness or connector process change.
7. Why Must Process Control Work With Locked BOM and Golden Sample?
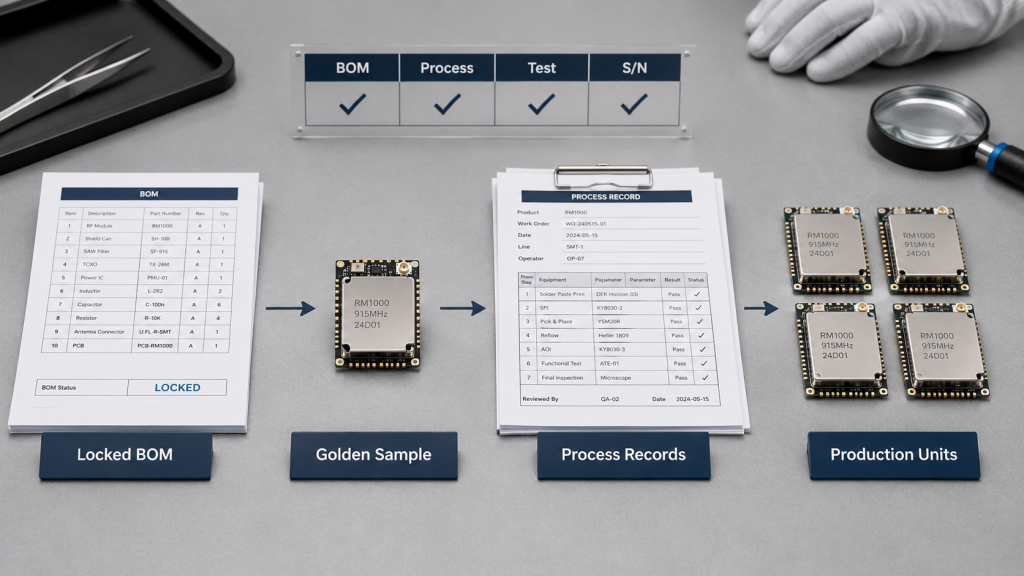
Process control must work with Locked BOM and Golden Sample because an RF Power Amplifier Process Change can alter performance even when the component list does not change. Locked BOM controls what is used; process control confirms how it is assembled, contacted, cooled, shielded, routed, and tested.
Here’s the engineering point: a Golden Sample is only meaningful when production units match not only its parts but also its manufacturing state. A batch can follow the same BOM and still drift from the Golden Sample if thermal contact, shielding pressure, harness routing, or assembly torque no longer matches the approved production condition.
What Does Each Control Element Protect?
Locked BOM, Golden Sample, and process control answer different questions in the same production consistency chain.
They should connect:
- Locked BOM: what components are used
- Golden Sample: what performance baseline is approved
- Process control: how the module is built
- S/N traceability: which unit received which condition
- Test report: what was measured after production
What Happens If the Controls Are Separated?
If the BOM stays fixed but the thermal process, shielding fit, harness routing, or assembly pressure changes, the module may still drift from the Golden Sample. The issue is not whether the change is allowed; the issue is whether it was verified.
As a source factory for RF Power Amplifier modules and C-UAS core components, RF SKYPOWER can support process review by connecting material control, sample comparison, production records, and shipment evidence instead of treating each file as a separate document.
Key Takeaway: Process control protects the manufacturing state that Locked BOM alone cannot fully describe.
| Control Item | What It Controls | Risk If Missing |
|---|---|---|
| Locked BOM | Components and key materials | Material drift |
| Golden Sample | Approved performance baseline | Weak comparison |
| Process control | Assembly and test condition | Hidden process drift |
| S/N traceability | Unit-level identity | Poor after-sales review |
This table helps buyers understand why BOM control and process control must work together.
8. How to Retest RF Power Amplifier Process Changes
Retesting and S/N traceability should follow changes because an RF Power Amplifier Process Change only becomes safe for shipment when its effect is measured, compared, and recorded. A change that cannot be traced may create uncertainty during customer retesting or after-sales support.
The better check is simple: do not only ask whether the process changed. Ask whether the changed process was compared against the Golden Sample, whether the data remained acceptable, and whether the affected S/N units can be identified.
What Retesting Should Match the Change Type?
Retesting should follow the affected path. A thermal change should not be verified only by a short control check, and a harness change should not be verified only by output power.
Examples include:
- Thermal change: output, current, temperature, protection timing
- Shielding change: RF stability, noise, status behavior
- Harness change: voltage drop, feedback, vibration response
- Connector change: continuity, insertion, service stress
- Fixture change: old-data and new-data comparability
When Should Burn-In or Sampling Be Added?
If the change affects full-load behavior, protection behavior, or batch repeatability, one sample test may not be enough. Batch burn-in or sampling can help confirm whether the changed process remains stable across production units.
Key Takeaway: Retesting after a process change should follow the affected engineering path and be linked to S/N records.
| Process Change | Retest Focus | Traceability Need |
|---|---|---|
| Thermal interface | Hot-state output and temperature | S/N and process batch |
| Shielding contact | RF stability and alarm behavior | Version or batch note |
| Harness route | Feedback and voltage stability | Affected unit list |
| Test fixture | Data comparability | Report condition update |
This table helps buyers confirm that process-change validation is specific enough to be useful.
9. What RF Power Amplifier Process Change Records Should Show
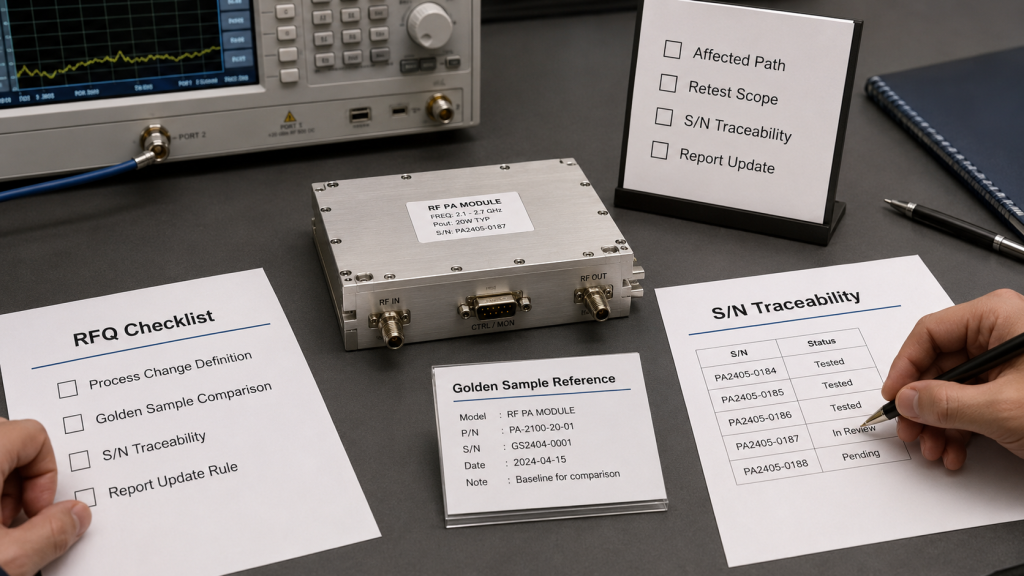
Before RFQ, buyers should ask how an RF Power Amplifier Process Change is defined, reviewed, retested, compared with Golden Sample behavior, linked to S/N records, and reflected in shipment reports. Asking only whether the BOM is locked is not enough.
This is where procurement teams can prevent later confusion. You do not need every internal factory SOP, but you should know whether critical thermal, shielding, harness, grounding, assembly, and test changes are identified and verified.
What Should the Buyer Ask?
A practical RFQ should include process-change questions that connect production control with test evidence.
Ask the supplier:
- What changes count as process changes?
- Are thermal grease and pad processes controlled?
- Is assembly torque controlled?
- Is shielding cavity fit controlled?
- Are harness routes and tie points controlled?
- Are grounding contacts inspected?
- Are cleaning methods recorded?
- Are test fixtures and loads controlled?
- Do process changes trigger Golden Sample comparison?
- Are affected S/N units traceable?
- Do reports reflect changed process conditions?
What Answer Should Raise Concern?
A weak answer is one that treats all process changes as internal details with no link to retesting or shipment records. That may be acceptable for non-critical parts, but not for high-power RF modules used in system-level integration.
Key Takeaway: A strong RFQ asks how process changes are controlled, not only whether the supplier can meet power and frequency targets.
| RFQ Item | Why It Matters | Weak Answer |
|---|---|---|
| Process-change definition | Shows control boundary | “Small changes do not matter” |
| Golden Sample comparison | Confirms baseline | “We check visually” |
| S/N traceability | Identifies affected units | “Batch passed” |
| Report update rule | Supports retesting | “Old report is enough” |
This table helps procurement teams turn process control into supplier-review questions.
10. How to Approve RF Power Amplifier Process Changes
A process change is safe for shipment only when an RF Power Amplifier Process Change has been reviewed for RF, thermal, grounding, shielding, harness, control, and test impact; retested when needed; and linked to S/N and shipment records. The goal is not to block improvement but to prevent uncontrolled drift.
This is the final decision point: if a change affects how the module transfers heat, contains RF energy, routes signals, reports status, or produces test data, it should not be treated as a harmless internal adjustment.

What Decision Framework Should You Use?
Use a path-based review before accepting a process change into batch shipment. Start with what changed, then decide what evidence is needed.
Check these steps:
- Identify the changed process
- Identify affected RF, thermal, control, or test path
- Classify risk level
- Compare with Golden Sample behavior
- Confirm Locked BOM status
- Decide whether version or report notes are needed
- Define retest scope
- Decide whether burn-in or sampling is needed
- Link affected units to S/N records
- Update shipment reports when needed
How Should Risk Level Change the Action?
Low-risk process changes may only need a record and basic review. Medium-risk changes should trigger focused retesting. High-risk changes should trigger Golden Sample comparison, burn-in or sampling, S/N traceability, and shipment-report updates.
Key Takeaway: A process change is shipment-ready only when the changed production condition remains measurable, comparable, and traceable.
| Selection Condition | Recommended Path | Shipment Risk |
|---|---|---|
| Cosmetic process change | Record and basic review | Low |
| Thermal contact change | Hot-state retest | Medium to high |
| Shielding or grounding change | RF and status stability review | High |
| Test fixture change | Data comparability check | High if unrecorded |
This table helps buyers decide whether a process change needs only a record, a focused retest, or stronger shipment control.
FAQ
Can a small process change affect RF Power Amplifier output?
Yes. A small process change can affect output if it changes thermal contact, RF shielding, grounding, harness stress, or test consistency, especially under hot-state or long-duty operation.
What should I check before accepting a process change?
Check whether the change affects RF path, thermal path, grounding, shielding, harness routing, connector stress, control feedback, or test fixture comparability.
Does a Locked BOM remove process-change risk?
No. Locked BOM controls components, but the same components can perform differently if assembly pressure, thermal interface, shielding contact, or harness routing changes.
When should a process change trigger retesting?
Retesting is needed when the change may affect output, temperature, current, protection behavior, control feedback, VSWR response, or test report comparability.
How do I know if a process change is traceable?
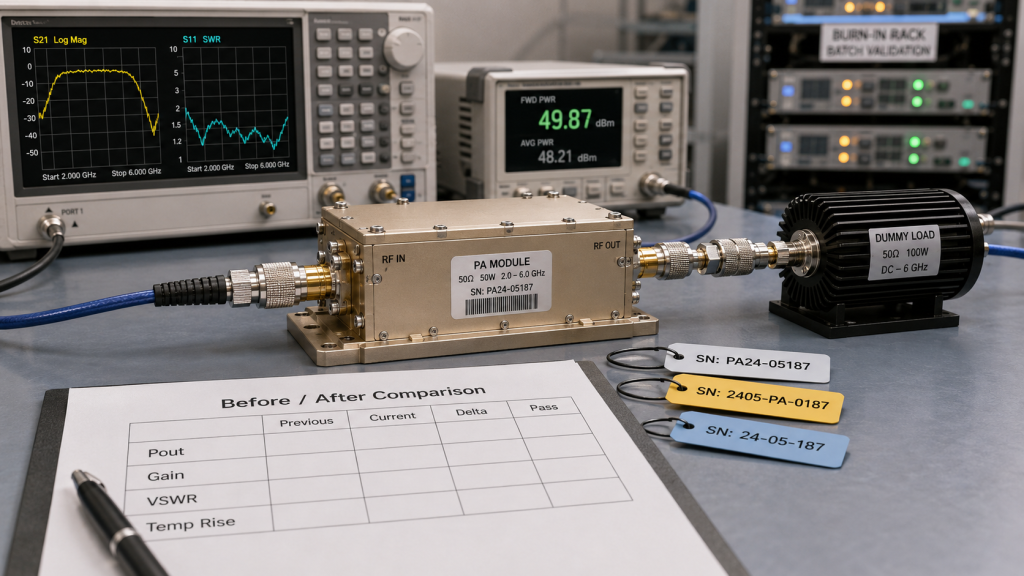
A process change is traceable when affected S/N units, process batch, retest data, Golden Sample comparison, and shipment reports can be reviewed after delivery.
Conclusion
Small process changes can affect RF Power Amplifier performance because RF modules are sensitive to thermal contact, shielding pressure, grounding continuity, harness routing, connector stress, assembly torque, and test consistency. A process change may look minor on paper, but it can change hot-state output, protection behavior, control feedback, VSWR response, or batch repeatability after shipment.
For system integrators, RF engineers, and procurement reviewers, the practical lesson is clear: do not review only BOM changes. Review process changes as part of production consistency. Thermal process, shielding assembly, harness routing, CNC housing fit, assembly torque, cleaning method, test fixture, Golden Sample comparison, batch burn-in, S/N traceability, and test report alignment should be checked together.
RF SKYPOWER supports RF Power Amplifier module and C-UAS core component delivery by connecting process change review, Locked BOM, Golden Sample comparison, batch burn-in, S/N traceability, repeatable test reports, and shipment records into one controlled delivery process. If your project needs process-controlled RF module delivery, you can contact us today to review your RF module requirements before final approval.
Field-ready RF delivery is not protected by an unchanged BOM alone; it is protected when the production process remains measured, verified, and traceable.