


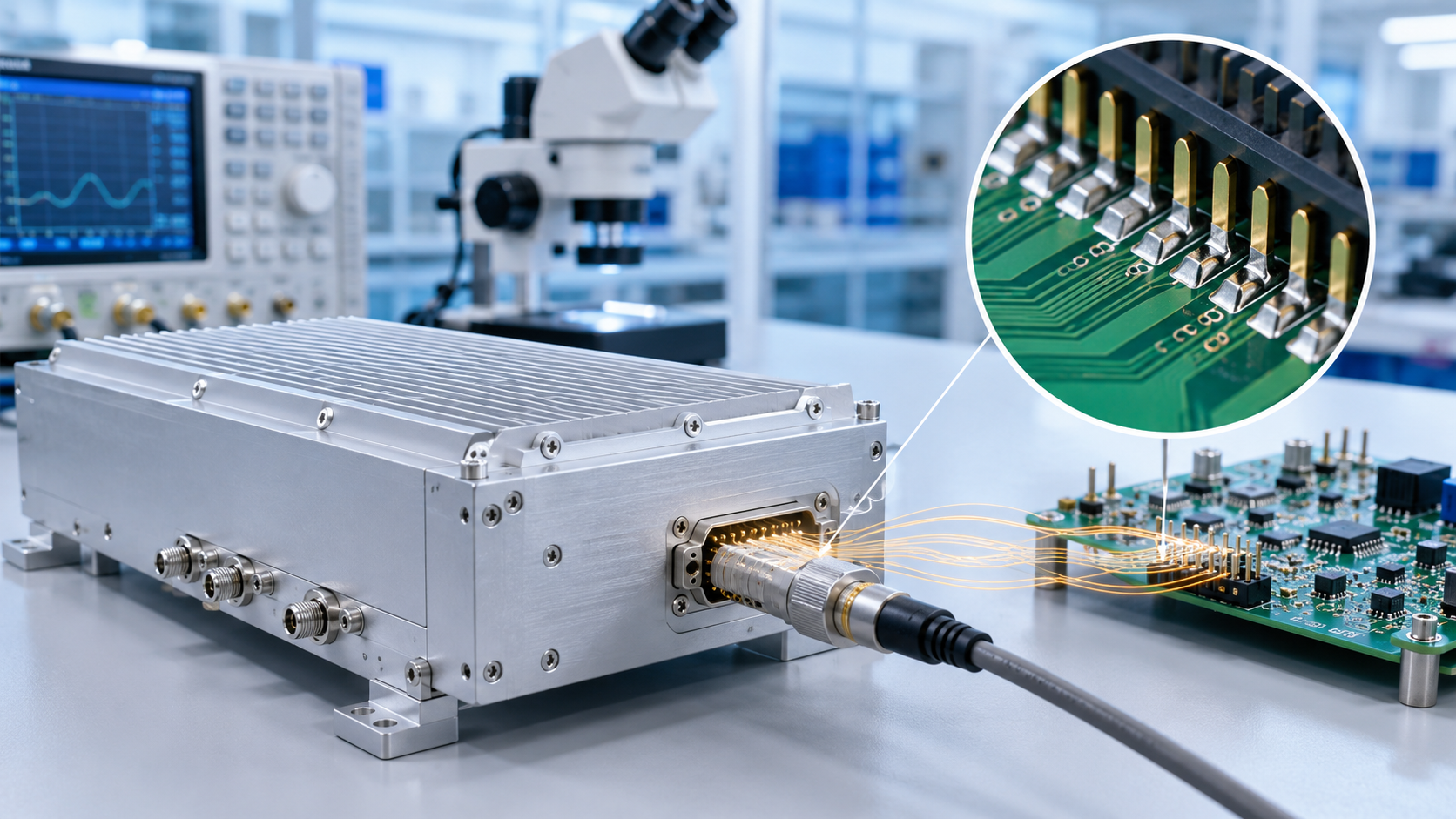
Interface soldering affects RF Power Amplifier Control Reliability because enable signals, alarm feedback, protection status, voltage status, temperature status, VSWR status, and communication lines all depend on stable physical connections. A power amplifier can still deliver RF output while its control interface becomes unreliable under vibration, thermal cycling, cable strain, connector pressure, or assembly stress.
For system integrators, this creates one of the hardest field problems to diagnose. The module may not be burned. The RF chain may not show obvious output failure. The software may appear correct. But the system may still see intermittent enable response, unstable alarm feedback, missing status lines, or control commands that work only some of the time.
That is why RF Power Amplifier modules for C-UAS integration should be reviewed not only by RF output, frequency range, voltage, and protection features, but also by interface soldering, connector support, board cleaning, assembly stress, and repeatable control-signal testing. Control reliability is not only a software topic. It is also a manufacturing-process topic.
1. What Interface Soldering Reveals Beyond Software
Control problems are not always software problems because RF Power Amplifier Control Reliability depends on both command logic and the physical interface that carries those commands. If an enable pin, alarm line, status output, or communication line has a marginal solder joint, the control system may appear unstable even when the software logic is correct.
The practical risk is clear: intermittent signals do not always fail during a clean bench test. They may appear after cable movement, connector pressure, vehicle vibration, heat buildup, repeated insertion, or final cabinet assembly.
What Should You Check Before Blaming Software?
You should separate control logic faults from physical interface faults. A software problem often appears consistently across modules, while interface soldering problems may appear on specific units, batches, connectors, or stress conditions.
Check whether the issue changes with:
- cable movement near the control connector;
- connector insertion angle or repeated plugging;
- module warm-up or thermal cycling;
- vibration, transportation, or cabinet installation;
- specific enable, alarm, or status pins;
- one module or one production batch;
- light pressure applied around the interface area.
A wider RF Power Amplifier reliability review should include both RF output behavior and control-interface stability, because a module that cannot report or receive signals predictably is not fully reliable at system level.
Key Takeaway: This check helps you avoid replacing software or control boards when the real issue is a marginal interface connection inside the RF module.
| Symptom | Possible Software Cause | Possible Interface Cause |
|---|---|---|
| All modules fail the same way | Protocol or timing error | Less likely |
| One module fails intermittently | Less likely | Connector or solder issue |
| Fault appears after vibration | Possible cable issue | Strong soldering suspect |
| Status changes after warm-up | Possible logic timing | Thermal solder stress |
The fault pattern often tells you whether to inspect software first or the physical interface first.
2. When Is Interface Soldering Not the Main Risk?
Interface soldering is not the main risk when RF Power Amplifier Control Reliability problems clearly follow software version, control timing, external wiring, power instability, or grounding conditions. A professional review should not blame soldering before other system variables are checked.
Here’s the engineering point: interface soldering is an important manufacturing factor, but it is not the only reason control signals fail. If every module behaves the same way, the issue may sit in the host controller, command sequence, cable harness, power supply, or grounding path.

What Conditions Point Away From Soldering?
You should look for system-wide patterns before focusing on the module interface. A soldering issue usually has local or stress-related behavior; a system logic issue usually has broader consistency.
Interface soldering may not be the primary cause when:
- all modules show the same control issue;
- the issue appears only after a software update;
- the external control board output is unstable;
- the 28V supply drops during startup;
- long control cables are poorly shielded;
- the grounding path creates status drift;
- the command timing does not match module requirements;
- the same fault follows the external cable harness.
Key Takeaway: This distinction keeps the review practical: soldering is a key risk, but control reliability must be reviewed across software, power, grounding, cabling, and module interfaces.
| Fault Pattern | First Area to Check | Soldering Priority |
|---|---|---|
| All channels fail together | Software or controller | Lower |
| Fault follows one cable | Harness or connector | Medium |
| Fault follows one module | Module interface | High |
| Fault appears after heat or vibration | Interface and assembly | High |
A careful diagnosis avoids both overblaming soldering and overlooking it.
3. When Does Interface Soldering Become a Control Trigger?
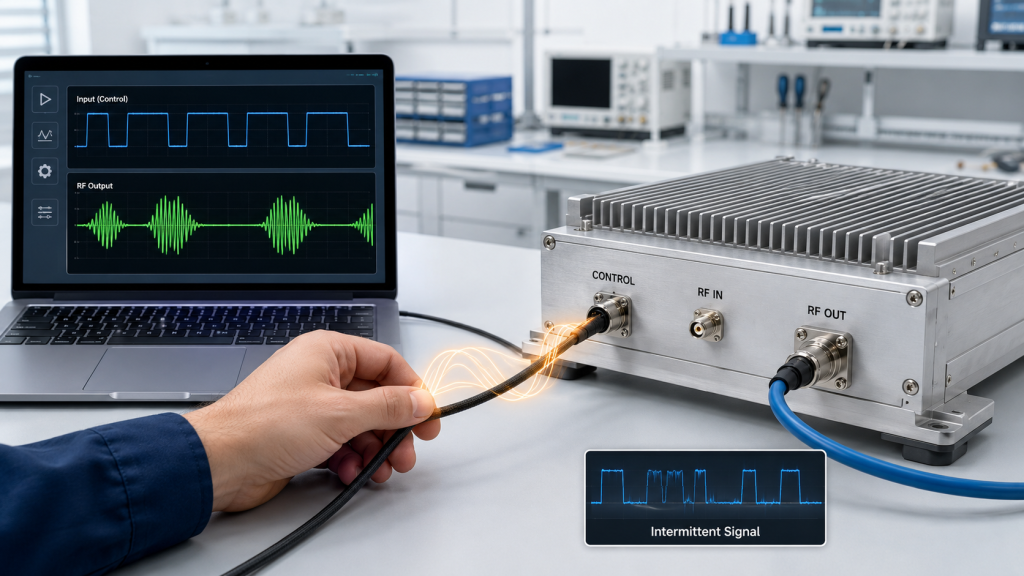
Interface soldering becomes a control trigger when RF Power Amplifier Control Reliability problems appear as intermittent signals under connector stress, vibration, thermal cycling, or repeated integration handling. The key sign is not complete failure; it is unstable behavior that changes with mechanical or thermal conditions.
This is where system integrators should pay attention: a marginal solder joint, cold solder joint, micro-crack, insufficient wetting, or stressed through-hole pin may pass continuity once, then fail during motion, after warm-up, or after the cabinet wiring is pulled into its final position.

What Symptoms Point to Interface Soldering?
You should suspect interface soldering when the control signal changes under physical stress. These problems can look like software faults, but their behavior is usually less repeatable.
Typical signs include:
- enable signal sometimes responding and sometimes not;
- alarm feedback jumping without a clear RF fault;
- temperature, VSWR, or voltage status disappearing;
- normal factory test followed by field instability;
- signal changes when the connector is pressed or moved;
- failures appearing after transport or vibration;
- heat-related intermittent status feedback;
- cold-machine recovery after hot-state failure;
- factory retest difficulty after a field complaint.
Key Takeaway: This trigger list helps engineers know when interface soldering should move from a background assumption to a primary inspection target.
| Trigger Condition | What It Suggests | Engineering Action |
|---|---|---|
| Signal changes with cable movement | Connector stress | Inspect solder and support |
| Fault appears after vibration | Mechanical fatigue | Review interface structure |
| Fault appears after heat | Thermal stress | Retest hot-state signal |
| Fault is hard to reproduce | Intermittent continuity | Use stress-based testing |
Intermittent control faults often require stress-based testing, not only a one-time continuity check.
4. How Interface Soldering Affects Enable Signals
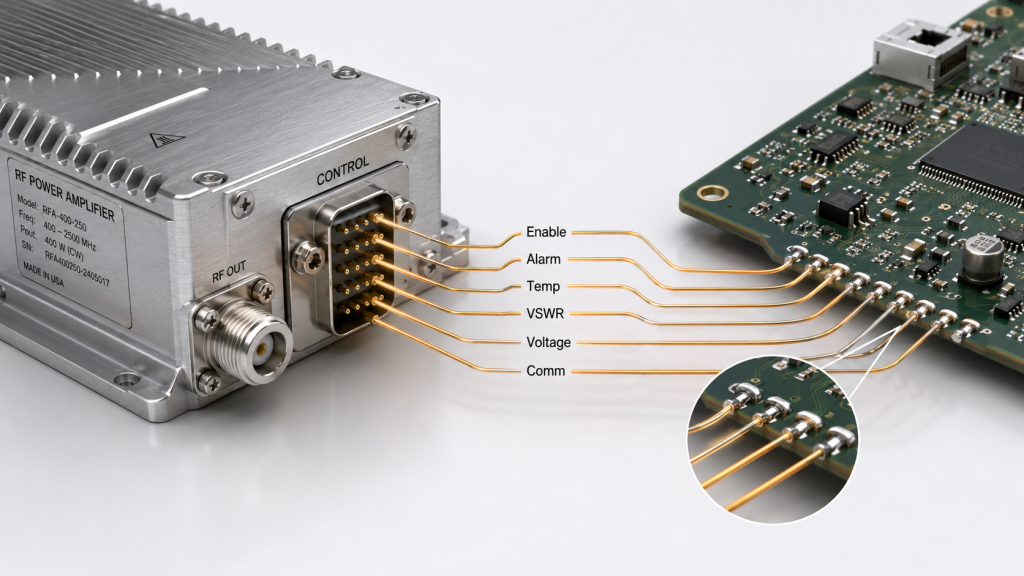
Solder joints affect RF Power Amplifier Control Reliability because enable, alarm, temperature, VSWR, voltage, and communication signals all depend on stable electrical contact at the interface. If the solder joint is marginal, the control logic may be correct while the signal delivered to the system is unreliable.
The important distinction is simple: protection logic can work inside the module, but the system still needs reliable status feedback to read what happened. A weak interface can make a correct protection event look like a false alarm, missing signal, or unstable status line.
Which Signals Are Most Sensitive to Interface Issues?
Low-power control and feedback lines are easy to underestimate because they do not carry high RF power. But they decide whether the module starts, stops, reports faults, and communicates with the controller.
Review soldering quality around:
- enable and power-on lines;
- power control or level-setting lines;
- alarm feedback pins;
- temperature status outputs;
- VSWR or reflected-power status;
- voltage protection status;
- serial or communication pins;
- connector ground reference pins.
A stable RF Power Amplifier control interface depends on both correct logic and reliable physical interface soldering. If reflected-power or VSWR-related feedback becomes unstable, the system may misread a field mismatch condition that should otherwise be handled through proper RF Power Amplifier field-failure prevention.
Key Takeaway: This review protects system-level control, because reliable protection is only useful when its feedback reaches the controller consistently.
| Signal Type | Soldering Risk | System Impact |
|---|---|---|
| Enable | Intermittent start/stop | Unstable module control |
| Alarm | False or missing feedback | Wrong fault diagnosis |
| Temperature status | Broken thermal monitoring | Hidden heat risk |
| VSWR status | Lost mismatch feedback | Poor load-fault response |
Control reliability depends on the quality of small signal paths, not only the RF output path.
5. What Field Stress Reveals About Interface Soldering
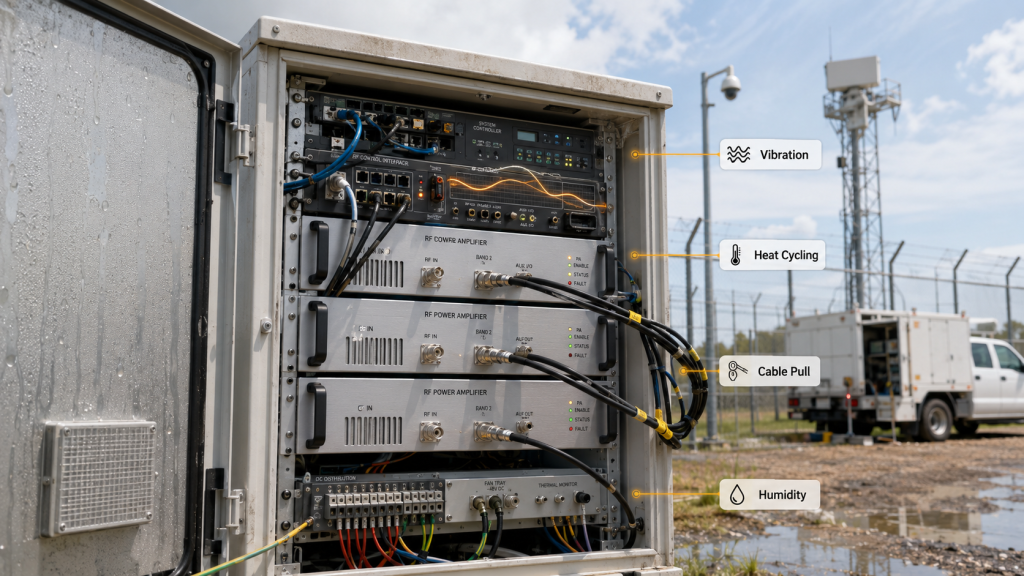
Field conditions reveal intermittent signals because RF Power Amplifier Control Reliability is stressed by vibration, cable strain, thermal cycling, outdoor cabinets, repeated assembly, and multi-module integration. A solder joint that looks acceptable in a clean factory test may become unstable after real installation.
Here’s the field reality: interface soldering weaknesses often appear only after the system is moved, heated, mounted, wired, or operated for long periods. That is why a field issue may be hard to reproduce on a simple bench setup.
Which C-UAS Scenarios Expose Weak Interfaces?
Different platforms stress the control interface in different ways. The common factor is that real integration adds mechanical and thermal conditions that a simple power-on test may not include.
Watch these scenarios:
- vehicle-mounted systems with vibration and cable pull;
- fixed-site cabinets with heat cycling and humidity;
- airport or perimeter systems with remote monitoring needs;
- multi-module cabinets with many control lines;
- transport and second-stage assembly after factory test;
- maintenance handling and repeated connector insertion;
- cabinet rewiring after field upgrades.
Key Takeaway: This field view helps buyers understand why interface soldering can pass a clean test but still create long-term integration risk.
| Field Scenario | Stress Added | Possible Control Symptom |
|---|---|---|
| Vehicle platform | Vibration and cable pull | Enable dropout |
| Outdoor fixed cabinet | Thermal cycling | Status instability |
| Multi-module rack | Dense control wiring | Alarm confusion |
| Post-shipment assembly | Connector stress | Intermittent feedback |
Interface soldering should be evaluated against the stress the system will actually face.
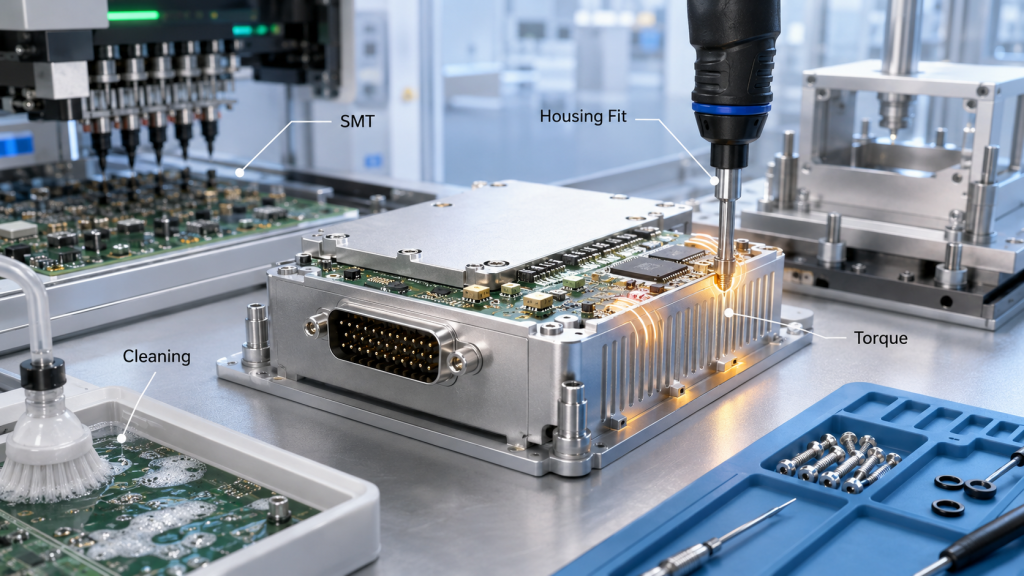
6. How SMT and Torque Stress Interface Soldering
SMT, cleaning, and torque create interface stress because RF Power Amplifier Control Reliability depends on the full manufacturing process, not only the moment a connector is soldered. Placement accuracy, solder volume, flux residue, connector fixing, housing fit, screw torque, and thermal assembly can all affect control-interface stability.
This is where source-factory process control matters. If manufacturing steps are treated separately, a connector may pass solder inspection but still experience long-term stress from cleaning residue, enclosure misalignment, cable direction, PCB bending, or assembly pressure.
Which Process Details Matter Most?
The control connector sits at the boundary between PCB, housing, cable, and system wiring. That makes it sensitive to both electrical and mechanical process details.
Review these process points:
- SMT placement and connector alignment;
- cold solder joints and insufficient wetting;
- solder bridge, solder balls, or excessive solder;
- flux residue and board cleaning control;
- pin offset or connector tilt;
- pad lifting after rework or stress;
- through-hole connector stress;
- CNC housing opening alignment;
- screw torque around the interface area;
- thermal pad or heatsink pressure that bends the PCB.
As a source factory for RF Power Amplifier modules and C-UAS core components, RF SKYPOWER evaluates manufacturing steps such as SMT, board cleaning, CNC housing fit, assembly torque, thermal process, and final control testing as one connected reliability chain.
Key Takeaway: This process view helps you judge whether the supplier controls the full interface environment, not only the visible solder joint.
| Process Area | Possible Weakness | Control Reliability Risk |
|---|---|---|
| SMT placement | Connector offset | Uneven solder stress |
| Cleaning | Flux residue remains | Leakage or corrosion risk |
| Housing fit | Misaligned opening | Connector side load |
| Assembly torque | PCB stress | Micro-crack risk |
Interface reliability is built across process steps, not only at the soldering station.
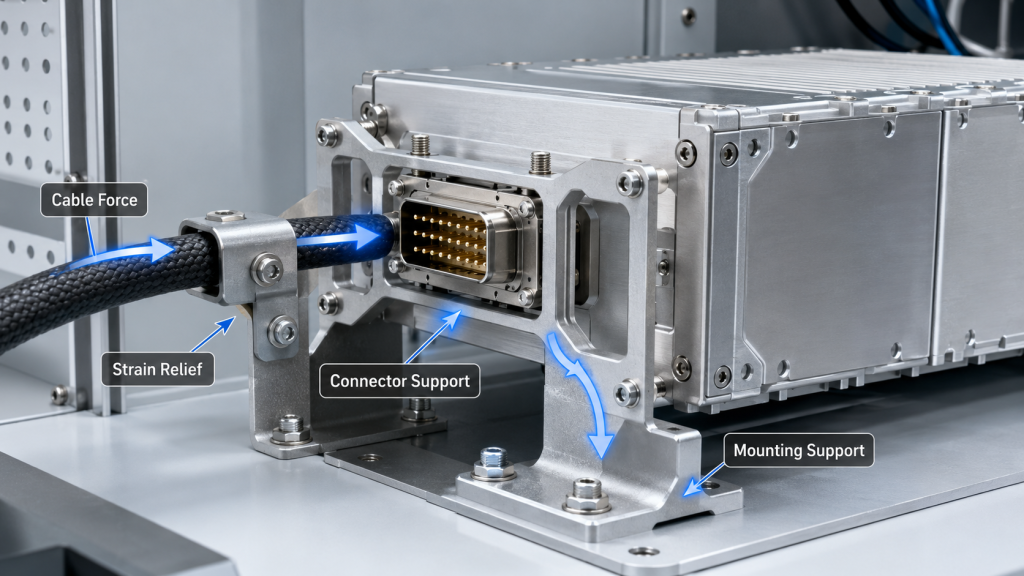
7. Why Does Mechanical Support Matter Around Interfaces?
Mechanical support matters because RF Power Amplifier Control Reliability can weaken when solder joints carry connector force, cable pull, enclosure misalignment, or repeated insertion stress. Solder joints should carry signals; they should not become the main mechanical support structure.
The practical risk is clear: a connector may be electrically correct at shipment but slowly weaken if every cable movement transfers force into the solder pads. This is especially important in vehicle systems, dense cabinets, through-hole connectors, and modules with fixed external interfaces.
What Support Details Should Engineers Review?
A strong interface design reduces force on the solder joint. It does this through connector housing, screws, positioning structure, cable fixing, or strain relief.
Review whether the interface has:
- mechanical fixing beyond solder joints;
- cable strain relief near the connector;
- correct housing window alignment;
- controlled insertion direction;
- enough PCB pad strength;
- proper connector standoff or support;
- stable mounting after vibration;
- service access without bending the connector;
- reduced side load from cabinet wiring.
Key Takeaway: This mechanical review helps prevent a working control interface from becoming intermittent after cable handling, installation, or field vibration.
| Design Detail | Weak Condition | Better Condition |
|---|---|---|
| Connector support | Solder carries force | Housing or screws share load |
| Cable direction | Side pull on connector | Controlled strain relief |
| Housing opening | Connector is forced | Connector sits aligned |
| Service access | Connector bent during repair | Clear access path |
Good soldering and good mechanical support must work together.
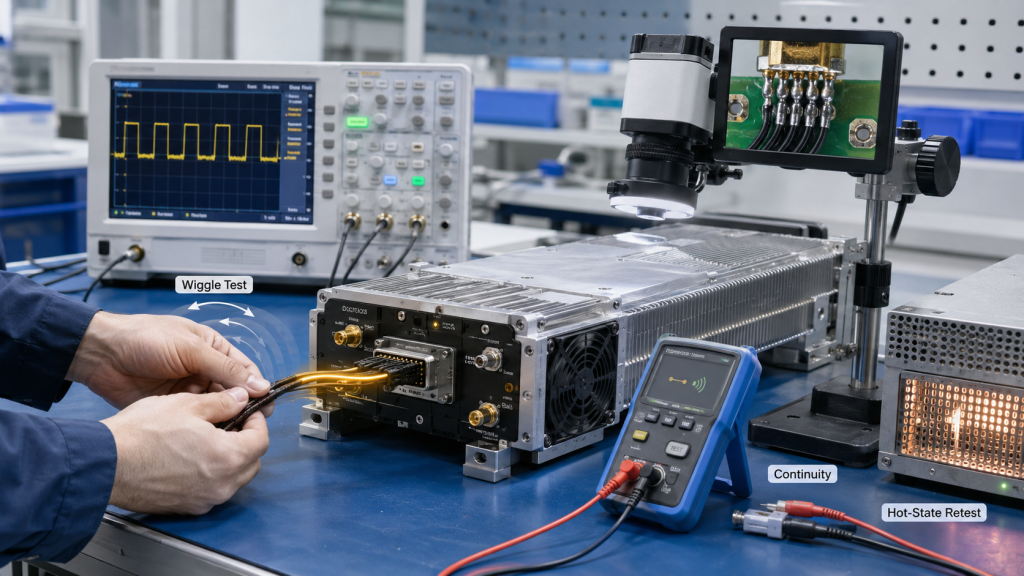
8. How to Test Interface Soldering for Signal Dropouts
Inspection and testing prevent signal dropouts by making RF Power Amplifier Control Reliability visible before shipment and after stress conditions. A single power-on test cannot catch every intermittent control problem, especially when the fault appears after heat, vibration, connector insertion, or cable movement.
Here’s the engineering point: interface soldering should be verified through inspection, cleaning checks, continuity-under-stress testing, connector insertion retest, wiggle testing, thermal retesting, and functional control validation. The test should include the signals the customer’s system will actually use.
What Should a Control-Interface Test Include?
The goal is to confirm that the interface remains stable under conditions close to real integration. This is different from only checking RF output power.
Useful checks include:
- visual inspection for bridge, void, offset, and poor wetting;
- magnified inspection for cracks, pin defects, or pad lifting;
- cleaning verification for flux residue;
- continuity testing on key control pins;
- continuity under light connector stress;
- connector insertion and retest;
- wiggle test on cable and connector direction;
- thermal cycling or hot-state retest;
- enable, alarm, VSWR, temperature, and voltage feedback validation.
A repeatable test report should not only record RF output. It should also confirm control response and protection feedback stability when those signals are critical to the system.
Key Takeaway: This testing approach helps reduce intermittent faults that would otherwise appear only after system integration.
| Test Step | What It Finds | Why It Matters |
|---|---|---|
| Magnified inspection | Cracks, wetting issues | Catches hidden solder risk |
| Cleaning check | Residue or contamination | Reduces long-term leakage |
| Wiggle test | Movement-sensitive faults | Finds intermittent signals |
| Hot-state retest | Thermal intermittency | Confirms field stability |
Control testing should prove that signals remain stable, not only that the module turns on once.
9. What Interface Soldering Details Should RFQs Include?
Buyers should ask interface-related questions before quotation because RF Power Amplifier Control Reliability cannot be judged from interface type alone. Knowing that a module has a D-Sub, pin header, terminal, or custom connector is not enough; you also need to know how that interface is soldered, supported, cleaned, and tested.
This is where procurement and engineering should work together. The RFQ does not need to demand every internal process detail, but it should confirm whether the supplier understands control-interface reliability.
What Should the RFQ Include?
A useful RFQ should connect the control interface to real use conditions. That helps the supplier recommend a suitable connector, support method, assembly process, and test scope.
Ask about:
- control interface type and pin functions;
- SMT, through-hole, hand-soldered, or mixed process;
- connector mechanical support;
- cable strain relief requirements;
- cleaning and residue control;
- inspection method;
- enable, alarm, VSWR, temperature, and voltage feedback testing;
- insertion, vibration, or thermal retest requirements;
- expected vehicle, fixed-site, or cabinet environment;
- control-interface test records;
- whether stress-based retesting is available.
Key Takeaway: This RFQ approach helps buyers compare suppliers by manufacturing reliability, not only by module price and interface name.
| RFQ Topic | Weak Question | Stronger Question |
|---|---|---|
| Interface type | What connector is used? | How is it fixed and tested? |
| Soldering | Is it soldered? | What process controls stability? |
| Cleaning | Is the board clean? | How is residue controlled? |
| Testing | Does it power on? | Are feedback signals retested? |
A better RFQ turns interface soldering into an engineering review instead of a hidden manufacturing assumption.
10. How Do You Decide If Interface Soldering Is Reliable?
You decide if interface soldering is reliable by reviewing RF Power Amplifier Control Reliability through signal function, solder quality, mechanical support, cleaning control, assembly stress, protection feedback, and repeatable control testing. A clean-looking connector is not enough.
Here’s the final decision logic: the interface must support the signals the system depends on, under the stress the installation creates, with evidence that the manufacturing process can repeat the result.
What Decision Framework Should You Use?
A practical decision framework should move from signal function to process evidence. This keeps the review useful for both engineers and procurement teams.
Use this sequence:
- identify which pins carry enable, alarm, status, and communication;
- define the operating environment;
- review soldering process and joint quality;
- confirm connector support and cable strain relief;
- review cleaning and residue control;
- check CNC housing fit and assembly torque;
- test after insertion, heat, or vibration where needed;
- confirm VSWR, temperature, and voltage feedback stability;
- request control-interface test evidence.
Key Takeaway: This framework helps you approve the control interface as part of the RF module reliability chain, not as a small connector detail.
| Decision Area | What to Confirm | Why It Matters |
|---|---|---|
| Signal function | Which controls depend on it | Defines risk level |
| Solder quality | Stable joints and wetting | Reduces intermittency |
| Mechanical support | Connector force is controlled | Protects solder life |
| Test evidence | Signals remain stable | Supports field use |
Reliable interface soldering should be judged by function, stress, process, and repeatable evidence together.
FAQ
Can I blame interface soldering for every control issue?
No. Interface soldering is one possible cause, but software, power supply, grounding, cable harnesses, control timing, and external connectors can also create control instability.
What’s the best sign of an interface soldering problem?
The best sign is intermittent behavior that changes with connector movement, vibration, heat, transport, or repeated insertion. Complete failure is easier to detect; marginal soldering often appears only under stress.
How do I know if control feedback is reliable enough?
You know by testing the actual signals your system uses, including enable, alarm, temperature, VSWR, voltage, and communication response. A simple power-on test is not enough for long-term control reliability.
Can good protection logic still fail at system level?
Yes. Protection logic may work inside the module, but if alarm or status feedback is unstable at the interface, the system may misread or miss the protection state.
What should I ask the supplier before ordering?
Ask how the control interface is soldered, cleaned, mechanically supported, stress-tested, and verified. The answer should include process control and repeatable signal testing, not only the connector type.
Conclusion
Interface soldering may look like a small manufacturing detail, but it can directly affect RF Power Amplifier Control Reliability. Enable signals, alarm feedback, temperature status, VSWR status, voltage feedback, and communication lines all depend on stable solder joints, clean boards, controlled assembly stress, mechanical support, and repeatable control testing.
For system integrators, RF engineers, and procurement reviewers, the practical lesson is clear: control reliability should be reviewed at the manufacturing-process level, not only at the software or protocol level. Interface soldering, SMT consistency, board cleaning, CNC housing fit, assembly torque, thermal process, protection feedback, and final control testing should be checked together.
RF SKYPOWER supports RF Power Amplifier module manufacturing review by connecting interface soldering quality with control signal stability, protection feedback, module assembly, and repeatable test evidence. If your project needs to reduce intermittent control signals during C-UAS integration, you can contact us today to discuss control-interface reliability with a source-factory engineering team.
Stable RF systems are not built only by strong output power; they are built by making every control signal reliable enough for the field.